That funky steel block thingy with rods on the left is a surface gauge.

Might've been a bit more accurate to have set this on a surface plate, but the mill table is plenty flat. Brought the indicator down until it just touched the left-side top edge of the radius.

Slid the block over and compared with the right side. Rotated the piece in the collet until the left and right sides indicated the same way. This centered the radius to the top of the block. Plenty of other ways to do this, but this worked well.

A 4-flute 7/8" endmill.

Block went into an insert vise. Insert vise went into the milling vise. Not shown: Used a chucked 7/16 reamer in the mill head to center the work on the X-Y axis(--when the reamer would enter the hole in the muzzle brake, it was lined up)

Brought the work away from the cutter without moving it side-to-side. The amount the tool overlaps the piece represents how long the step needs to be to clear the sleeve.

With the depth set, the radius was deepened then I cut each side out by 0.008".

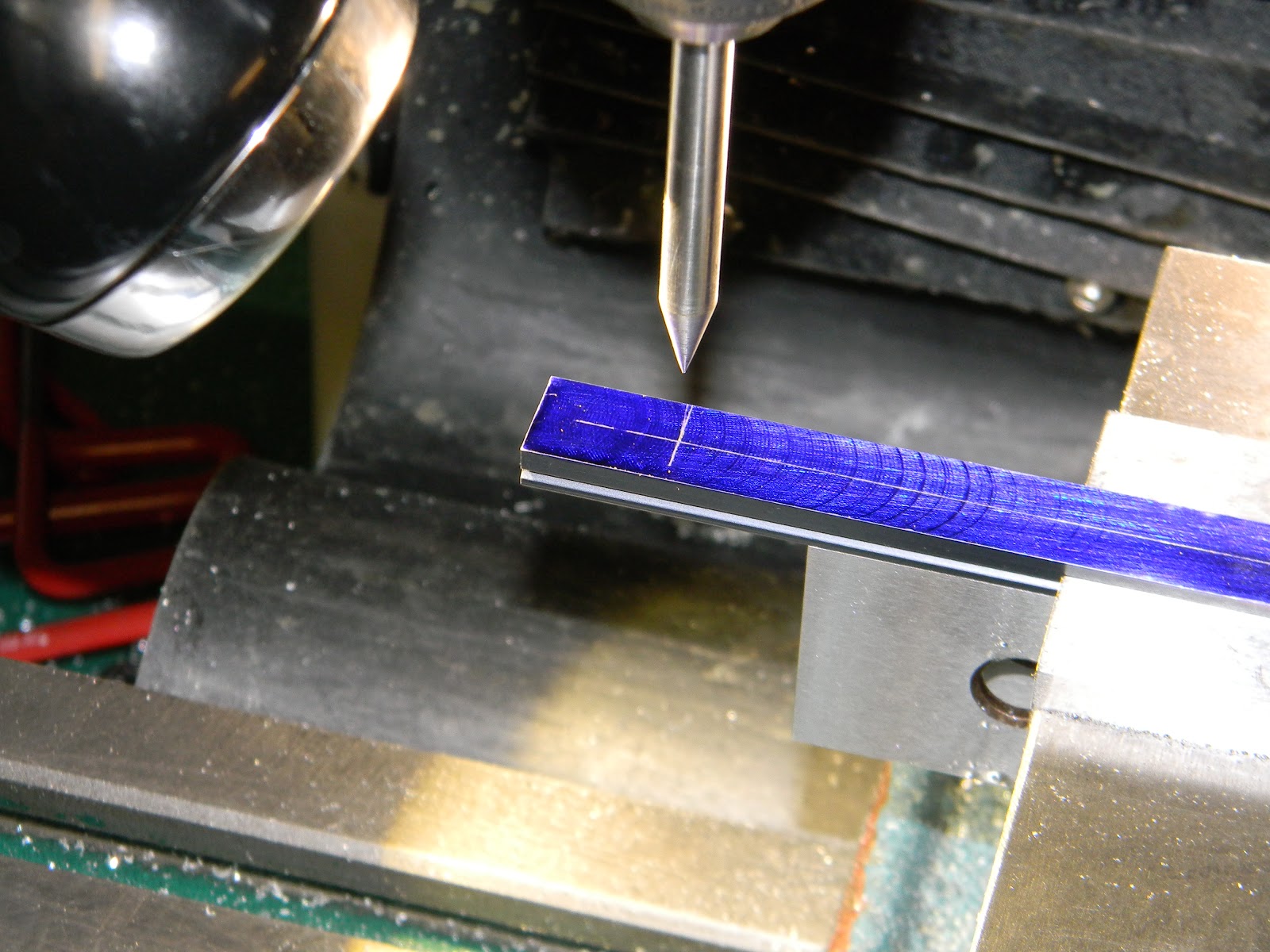
Flipped the work in the collet and aligned again using the surface gauge. This is the muzzle end of things. More protrusion this time so I can add some slots. Did some layout that proved to be a waste of time.

Fortunately, I didn't start at the muzzle. Made the first slot with a 1/4" ball mill. Cut in several passes until I'd cut through and into the bore.

When I got to final depth, I turned on the spindle depth readout and set it to zero.

About then, I realized that I might want to add a front sight to the muzzle brake in the near future to increase the pistol's sight radius. Did some quick math and changed the location and spacing of the slots.

All the slots were cut until reaching zero on the readout.

Some clean up polishing removed the clamping marks.


Neat. Round holes at the bottom of each cross slot.

Was going to add set screws to the brake, but realized that it doesn't really need to be removable. Epoxy will be fine. The painter's tape is to ensure there will be a gap between the bottom of the brake and the gas tube after the glue dries. Essentially, it ensures that the barrel remains free-floated.

These non-regulation sized Gamo targets are good for something.


Removed the now one piece barrel/brake unit and pulled off the tape.

I like the way the radius hugs the gas tube.


Gave it a quick shot of black Krylon and let it dry inside.




Just enough room at the muzzle if I ever want to add a front sight.
Thanks for reading. Please check back soon.