
Started by measuring the ID of the compression tube. It's essentially a 1" bore. Next, I went through my various seals. The criteria: Obviously fit to the tube was foremost, followed by availability, and to some extent, design. I wanted the seal to have a relatively thick band near the edge for durability, as I'm concerned about the deep transfer port groove in the front of the Sterling's compression chamber. Lastly, the seal had to be readily adaptable to the damaged piston. Picked a spare seal I'd obtained from Crosman to fit my Remington Summit. It's Crosman's part # B18-04-1A. I think it was about $4. (2/3/2012 correction:they cost $1.10) The piston seal requires a 60 degree (included) angle cone for attachment. I'll get to that a bit later.

The head of the piston is brazed into the front end of the tube. There's about half an inch of steel inside the tube, leaving lots of metal to work with. Trued up the piston in a 4-jaw chuck on the Taig. There's too much overhang here...

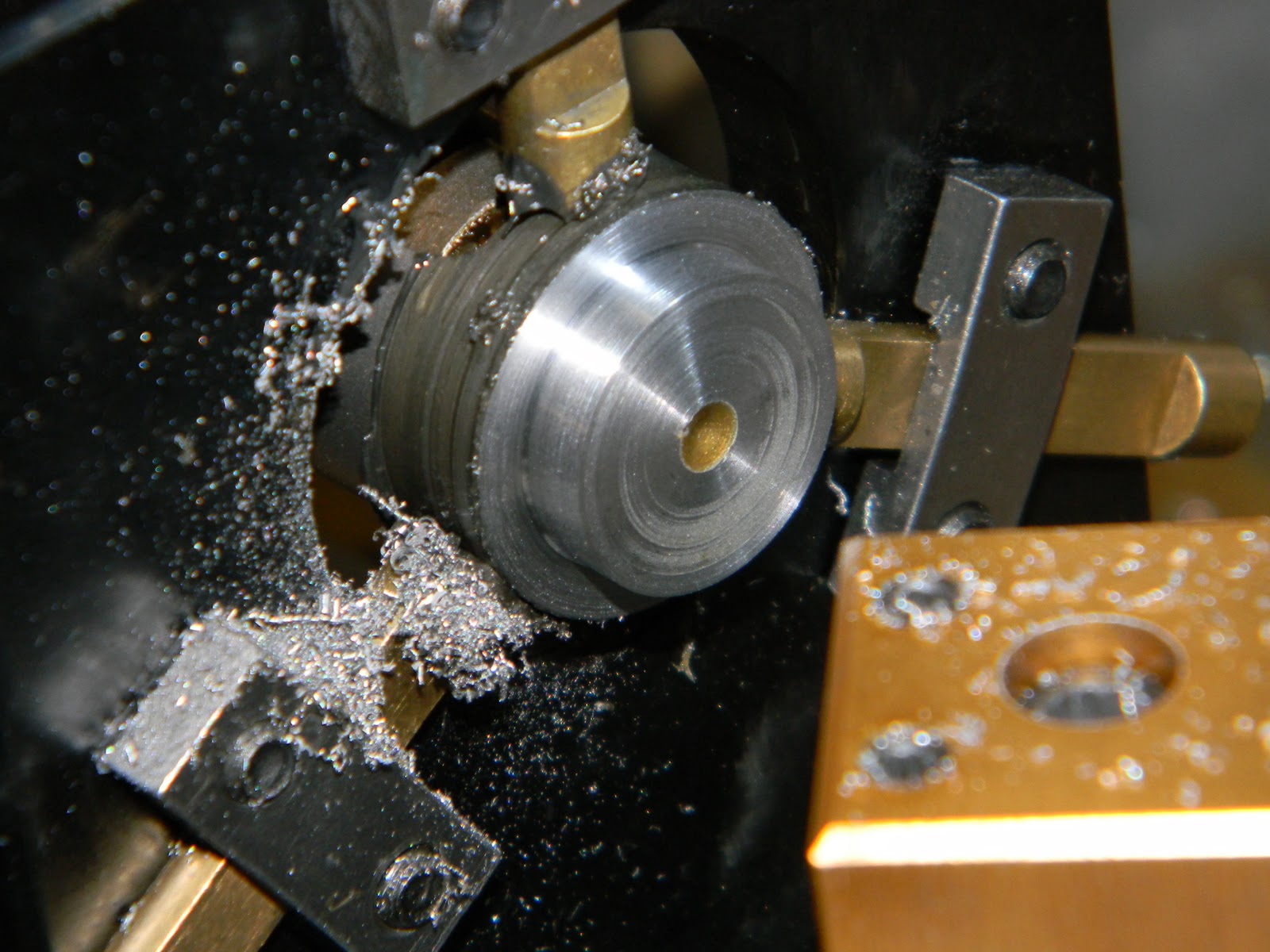
Added the steady rest, and started cutting off the damaged grooves.
At the last moment, I elected to leave a shoulder on the front of the piston. Eventually, I turned this shoulder down to about 0.503" so a steel washer would press fit into place. Thought this would provide some sort of protection for the actual front of the piston body.

With the shoulder finished, I spotted for a hole with a center drill.

Through-drilled with a #20 bit.

Tapped the hole M5 x 0.8mm.

Broke the edge with a countersink to finish the piston head.

Now, I need a 60 degree cone to mount that seal to the front of the piston. Mounted the compound crosslide to the Taig set it to 30 degrees. I cut this taper on a scrap of aluminum rod then realized I was going the wrong direction. This would be too difficult to do additional machine work to the wide end of the cone...

Flipped the scrap in the jaws and readjusted the compound. We'll call it -30 degrees. Cut the cone in reverse. Remember that the larger end is the front...

Here's where I eyeball everything, I faced down the end until it just fit into the piston seal.

Through drilled to clear the M5 screw.

Countersunk to match the angle of the M5 flat head. Cut until the head fit just below flush.

The rear of the seal has a 0.50" hole, so the rear of the cone must match that diameter.

A little layout fluid and some easy caliper work marked 0.500". Cut just to the line with a parting tool.

The piston, black steel washer, aluminum cone adapter, seal and bolt.


Couldn't have asked for a better fit.

Here it is above the spare stock piston. Getting close, but I'm not quite ready to put the gun back together yet.
Check back soon.
0 comments:
Post a Comment